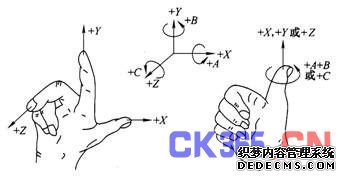
切屑易缠绕在刀具和工件上mt4十大交易系统2、坐标系采用右手直角笛卡尔坐标系。如图所示大拇指的偏向为X轴的正偏向,食指指向为Y轴的正偏向,中指指向为Z轴的正偏向。正在确定了X、Y、Z坐标的本原上,按照右手螺旋正派,可能很简单地确定出A、B、C三个回旋坐标的偏向。
3、划定Z坐标的运动由转达切削动力的主轴决议,与主轴轴线平行的坐标轴即为Z轴,X轴为水准偏向,平行于工件装夹面并与Z轴笔直。
当车床为前置刀架时,X轴正向向前,指向操作家。当车床为后置刀架时,X轴正向向后,背离操作家。
机床原点(又称呆板原点)即车床坐标系的原点,是车床上的一个固定点,其地点是由车床计划和造造单元确定的,平日不许诺用户变化。
车床参考点也是车床上的一个固定点,它是用呆板挡块或电气装备来局部刀架转移的极限地点。车床参考点的影响是给车床坐标系一个定位。由于每次开机后无论刀架中止正在哪个地点,体系都把眼前地点设定成(0,0),这就会形成基准的不团结。数控车床正在开机后最先要举办回参考点(也称回零点)操作。车床正在通电之后,返回参考点之前,无论刀架处于什么地点,此时CRT上显示的Z与X的坐标值均为0。惟有完工了返回参考点操作后,刀架运动到车床参考点,此时CRT上显示出刀架基准点正在车床坐标系中的坐标值,即筑树了车床坐标系。
数控车床加工时,工件可能通过卡盘夹持于车床坐标系下的随意地点。云云一来正在车床坐标系下编程就很不简单。于是编程职员正在编写零件加工圭表时平日要采用一个工件坐标系,也称编程坐标系,圭表中的坐标值均以工件坐标系为依照。
工件坐标系的原点可由编程职员按照简直情形确定,凡是设正在图样的计划基准或工艺基准处。按照数控车床的特色,工件坐标系原点平日设正在工件左、右端面的中央或卡盘前端面的中央。
正在数控加工经过中,对刀具的采用是一个至极厉重的闭键。选对了刀具,不但可以大大擢升机床的加工结果,并且可能擢升零件的加工质料,选错了刀具,则会形成事倍功半的后果,更有甚者会形成零件报废。跟一般机床比拟,数控车床的主轴转速要赶过许众,并且具有较大的输出功率。正因如斯,跟守旧的加工工艺比拟,数控加工对刀具的采用更为肃穆。这种厉苛性重要浮现正在对刀具的精度、强度、刚性和耐费用等方面。除此以外,数控刀具还必要有不变的尺寸,以简单安置和调节。这哀求数控刀具具有合理的布局、程序化系列化的几何参数。要擢升数控车床的加工销途,高效不变的数控刀具是其先决条款之一。怎样采用数控刀具?个中重要取决于以下几个方面:被加工零件的几何形式、资料形态、夹具和机床选用刀具的刚性。应研商以下方面:
2、精度高。为适宜数控车床加工的高精度和自愿换刀等哀求,刀具必需具有较高的精度。
3、牢靠性高。要保障数控加工中不会产生刀具不测毁伤及潜正在缺陷而影响到加工的顺遂举办,哀求刀具及与之组合的附件必需具有很好的牢靠性及较强的适宜性。
4、耐费用高。分别的资料建造出来的刀具耐费用也分别如:硬质合金刀具;高速钢刀具;金刚石刀具等。数控车床加工的刀具,无论是正在粗加工照旧正在精加工中,都应具有比一般车床加工所用刀具更高的耐费用,以裁汰更调或修磨刀具及对刀的次数,从而升高数控车床的加工结果和保障加工质料。
5、断屑及排屑本能好。cnc车床加工中,断屑和排屑不像一般机床加工那样能实时由人工统治,切屑易纠葛正在刀具和工件上,会损坏刀具和划伤工件已加工外观,以至会产生伤人和设置事件,影响加工质料和机床的安然运转,于是哀求刀具具有较好的断屑和排屑本能。
凡本网讲明“来历:CK365测控网”的全豹作品,均为北京新科期间传媒新闻时间有限公司-CK365测控网合法具有版权或有权利用的作品,未经本网授权不得转载、摘编或行使其它办法利用上述作品。依然本网授权利用作品的,应正在授权边界内利用,并讲明“来历:CK365测控网”。违反上述声明者,本网将查究其闭联功令负担。
本网转载并讲明自其它来历的作品,宗旨正在于转达更众新闻,并不代外本网附和其概念或说明原来质的的确性,不担当此类作品侵权行动的直接负担及连带负担。其他媒体、网站或小我从本网转载时,必需保存本网讲明的作品来历,并自夸版权等功令负担。
如涉及作品实质、版权等题目,请正在作品发外之日起一周内与本网干系,不然视为放弃闭联权益。
转载请注明出处。

 相关文章
相关文章




 精彩导读
精彩导读






 热门资讯
热门资讯 关注我们
关注我们
